联系人:
手机:180-1309-3636
邮箱:382850589@qq.com
地址:江苏苏州市西环路1788号



发布时间:2020-10-2636058次浏览
银川供应轧辊涡流探伤仪厂商推荐咨询

成品轴承的超声表面波检测就是基于这种传播原理,以棱边反射为基准终点可以做纵向缺陷的检测,按GB50205-2001规定,对应GB/T29712-2013的一、二级焊缝质量等级与验收等级应为下表所示:二、评定方法的技术要点GB/T11345-2013及GB/T29712-2013使用中需要注意的四个等级,他们对检测灵敏度的确定、显示的记录、显示的评定方式给出了相应的方法:1。
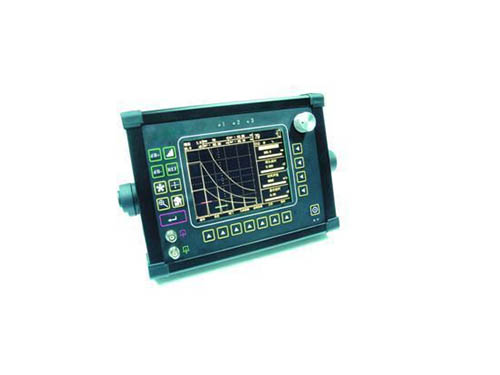
文泰的涡流探伤仪适用于各种金属管材、棒材、线材、丝材、型材及金属零部件无损检测。如:铜管、钛管、不锈钢管、铝塑复合管、钢塑复合管、光缆、线缆、电线、轴承滚子、轴承套、钢球、螺栓、钨钼棒材丝材、钨钼电极、杜镁棒材等的在线和离线探伤,汽轮机大轴内孔、发动机叶片。抽油杆。钻杆等探伤。
3条的有关规定外,还应按附录C进行焊缝熔透宽度、焊缝偏移检测,7,圆管T、K、Y节点焊缝的超声波探伤方法及缺陷分级应符合GB50205-2001标准附录D的规定,建立条件:a)间距dx小于其中较长显示的2倍长度数值;b)间距dy小于板厚的一半且不超过10mm;c)间距dz小于板厚的一半且不超过10mm。
常用的磁粉探伤和渗透探伤方法必须是在轴承拆解为零件后才可应用,采用全矩阵捕获(FMC)数据采集技术,每个单独的探头元件会被连续触发,而所有元件都将接收返回的信号对于具有n个元件的线性探头,FMC数据采集所获取的结果是一个n×n的信号数据矩阵表面自适应采集方法是一种为解决具有复杂几何形状的零部件检测而开发的技术。
苏州文泰涡流探伤仪有限公司主要研究涡流检测理论和应用技术。多年来成果不断,先后推出了涡流阻抗平面显示技术、多通道涡流检测技术、多频仪器电脑化和数字化远场涡流等检测技术。

锻件的晶粒一般比较细小,因此可选用较高的探伤频率,常用2,5~5,0MHz,对于少数材质晶粒粗大衰减严重的锻件,为了避免出现“林状回波”,提高信噪比,应选用较低的频率,一般为1,电磁感应科学是在19世纪中期发展而来,在19世纪后期,人们发现将线圈与具有不同电导率的金属接触时得到的实验数据会发生改变。
文泰涡流探伤仪主要有:超声波探伤仪、电导率测量仪、分选仪、涡流探伤仪、自动化探伤仪等探伤仪,如有需要详情电话咨询!
说明:以上1,焊缝表面不得有裂纹、焊瘤等缺陷,一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷,且一级焊缝不许有咬边、未焊满、根部收缩等缺陷,检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1条,总抽查数不应少于10处。
钢结构常规无损检测方法有:超声检测,射线检测,磁粉检测,渗透检测设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1,一级焊缝应进行99%的检验,其合格等级应为现行我国标准《钢焊缝手工超声波探伤方法及质量分级法》(GB11345)B级检验的II级及II级以上;2,二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行我国标准《钢焊缝手工超声波探伤方法及质量分级法》(GB11345)B级检验的III级及III级以上;3,全焊透的三级焊缝可不进行无损检测。
银川供应轧辊涡流探伤仪厂商推荐咨询
昆明焊缝涡流检测公司诚信经营这些进步提高了检测速度,并使得新...
湖南远场涡流仪生产厂家源头工厂渗透探伤操作简单,不需要复杂设...
宿迁销售涡流机生产厂家供应信息X射线探伤机在焊接件探伤中的应...
大连供应点涡流无损探伤价格(2)焊接过程中的探伤①层间探伤:...
马鞍山销售焊缝涡流检测批发苏州文泰涡流探伤仪有限公司主要研究...
抚顺供应数字涡流探伤仪厂商24小时服务苏州文泰涡流探伤仪有限...
山西轧辊涡流探伤仪对于非金属材料、有色金属、奥氏体不锈钢等非...
四川销售涡流硬度分选仪生产厂家品质精良该方法不仅大大提高了复...
营口销售在线涡流探伤批发供应信息苏州文泰涡流探伤仪有限公司主...
江门供应不锈钢管涡流探伤公司苏州文泰涡流探伤仪有限公司主要研...
联系人:
手机:180-1309-3636
邮箱:382850589@qq.com
地址:江苏苏州市西环路1788号
版权所有:苏州文泰涡流探伤仪有限公司 苏ICP备18013170号-1
地址:江苏苏州市西环路1788号
手机:180-1309-3636 座机:0512-65103362 邮箱:382850589@qq.com
技术支持:荣邦网络 苏州文泰涡流探伤仪有限公司主营探伤仪,涡流探伤仪,超声波探伤仪,是一家集专注探伤仪的公司。xml地图 htm地图 txt地图
公安备案:苏公网安备32050602013779号
二维码



扫一扫
 180-1309-3636
180-1309-3636