




德国品牌福特士
为您提供完整检测方案
我们有优质的品牌保障
当客户咨询产品探伤检测时,我们有专业人员给予回复。
对于客户提出的产品探伤检测要求、我们的专业工程师根据您的需要精心设计适合您的探伤检测方法。
我们欢迎您来现场参观考查,来样检测演示;还可以邮寄需要检测的工件过来,我们的技术工程师会将检测过程实拍成视频或做成报表发给您。
已达到模组化、集成化、轻量化。我们不仅是在至今的抓取、吸着、剪切方面设计制作, 而且现在我们已着手开发今后的夹具和机械全自动化式工作。次世代的夹具技术是专业的夹具与机器人紧密相连非常重要的部分,其中以夹具设计的3D化和夹具专用机器的技术革新为新技术。
根据客户要求开发令客户满意的自动化产品,提供可以更加安全标准更加降低劳动强度,更加节约人力资源全自动化的产品设备。
公司研发的各种研发的各种自动化设备已在汽车零部件,电子行业,新能源,五金,医疗设备以及其他行业领域呈现出强劲优势,按企业用户工艺要求而量身设计,定制的自动化机械设备,其操作方便,灵活不单一;功能可按用户的要求而添加自动化设备,自动化设备常用于工业,电子,医疗,卫生以及航空航天等领域;为汽车、电子、包装、家具、建筑、家电、通讯、医疗、化妆品等行业提供完美的自动化解决方案。
版权所有:苏州文泰涡流探伤仪有限公司 苏ICP备18013170号-1
地址:江苏苏州市西环路1788号
手机:138-1456-8071 座机:0512-65103362 邮箱:382850589@qq.com
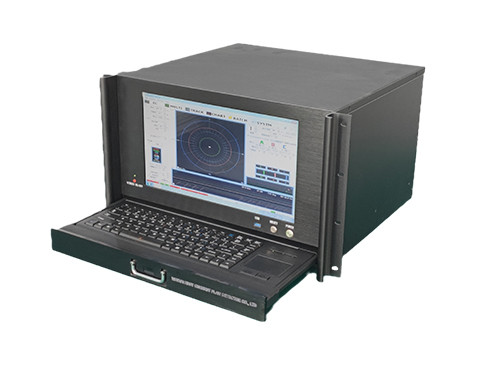
技术支持:荣邦网络 苏州文泰涡流探伤仪有限公司主营探伤仪,涡流探伤仪,超声波探伤仪,是一家集专注探伤仪的公司。xml地图 htm地图 txt地图
二维码



扫一扫
 138-1456-8071
138-1456-8071






 javascript:;
javascript:;



